






Nei 2 articoli precedenti, “Come quell’antipatico dello sformo può rovinarti tutto il lavoro” e “Spessore di parete“, avevamo parlato dello sformo e del raggio nella prima uscita e dello spessore di parete nella seconda.
Oggi “chiudiamo il cerchio” parlando dello sfiato.
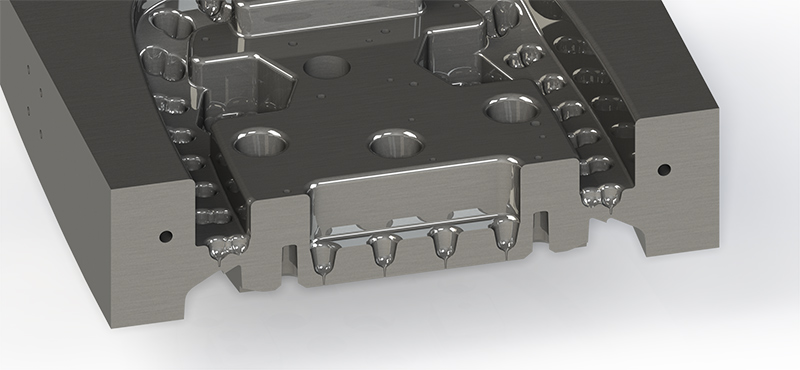
È un foro con una cavità che permette all’aria di fuoriuscire dallo stampo, evitando una imperfezione sul pezzo stampato.
Una costante richiesta per chi stampa è di avere il pezzo più bello possibile, ma con pochi sfiati, questo perché?
Sfiato, uguale, costi.
Cosa vuole dire questo? Quali sono le azioni che ti fanno aumentare i costi?
Come ben sai gli stampi si possono realizzare in resina e in alluminio.
Per entrambi ci sarà un aumento delle ore di lavoro, dalla progettazione, i tempi di lavorazione macchina CNC o per farli e montarli, anche se questa attività varia da resina ad alluminio, in ogni caso, e molto probabilmente, gli sfiati nel tempo avranno bisogno di manutenzione.
Adesso analizziamo i passaggi che devi fare per ogni stampata.
In ogni stampata devi trattare tutti gli sfiati con il distaccante e all’estrazione del pezzo stampato, pulirli dal fungo di poliuretano fuori uscito, questo materiale in eccesso che fuoriesce aumenta il volume di materiale da iniettare (più grammi, più costi) con la conseguenza di più sfrido da sbavare (più tempo, più costi), da buttare e smaltire (ancora costi).
Per una stampata in poliuretano correttamente progettata è estremamente importante applicare angoli di sformo e angoli di curvatura al modello, che agevolano una maggiore facilità di espulsione del pezzo stampato, in quanto spigoli arrotondati riducono le possibilità che questo aderisca allo stampo, subendo deformazioni o addirittura rompendosi.
Poiché il materiale si ritira sul nucleo dello stampo, un angolo di sformo limitato richiede di prevedere un sistema di estrazione che comporta una maggior pressione sul sistema di espulsione previsto che potrebbe danneggiare i pezzi ed eventualmente lo stampo, aumentando così i costi di realizzazione stampo/attrezzatura.
La verità è che non esiste un angolo di sformo prestabilito da applicare a qualsiasi disegno, ma sicuramente cerchiamo di applicare il massimo sformo applicabile. Occorre tenere in considerazione tanti fattori, quali, il tipo di poliuretano, estrazione del pezzo stampato, finitura/fotoincisione, spessore della parete e capacità produttiva.
Ma non devi spaventarti, se avrai letto attentamente questo articolo e quelli precedenti, “Come quell’antipatico dello sformo può rovinarti tutto il lavoro” e “Spessore di parete“, e metterai in pratica quanto descritto, il risultato è sicuramente quello desiderato e potrai fare “WOW”.
Pensa a quanti benefici potresti avere se affrontassi il lavoro in un modo diverso, infatti l’esperienza ci ha insegnato che, prima di procedere alla produzione dello stampo, occorre considerare aspetti importanti della progettazione con una analisi di fattibilità.
Questa può migliorare la stampabilità dei pezzi e, in ultima analisi, ridurre la possibilità che insorgano problemi di produzione, difetti estetici e altre questioni.
Ecco perché suggeriamo sempre di investire, insieme a noi, un po’ di tempo per fare una corretta analisi che farà risparmiare errori oltre che ottimizzare il risultato da te desiderato!
Leggi l’articolo “5 fasi per capire perchè può essere vantaggioso fare un’analisi“.
Tutte le informazioni e le esperienze riportate in questo articolo sono frutto dell’attività di progettazione, sviluppo e realizzazione di modelli e stampi svolta da SD Srl.
Per domande, chiarimenti o approfondimenti in merito a questo o ad altri argomenti riguardanti gli stampi, le attrezzature o all’intera filiera del poliuretano scrivi a saladiego@sdstampi.it.
Grazie per il tempo che hai dedicato alla lettura di questo articolo.
Trovi l’elenco completo delle nostre pubblicazioni tecniche cliccando qui:
https://www.sdstampi.it/#!/news
Diego Sala
SD Srl
Email: saladiego@sdstampi.it
https://www.sdstampi.it/
